
Salt Bath Vulcanization: Enhancing Rubber Seal Performance
Salt bath vulcanization (LCM) is the optimal choice for high-volume production of extruded rubber seals where dimensional precision, consistent cross-link density, surface quality, and long-term performance under demanding conditions are primary requirements. It outperforms hot air vulcanization for thin-wall and filigree profiles, delivers superior compression set values compared to processes with cure gradients, and supports the full range of elastomers and cross-linking systems used in modern seal engineering.
What Is Salt Bath Vulcanization (LCM)?
Salt bath vulcanization is a continuous curing process for extruded rubber profiles in which uncured rubber is immersed in a bath of molten inorganic salt — typically a eutectic blend of nitrate and nitrite salts — held at precisely controlled temperatures between 177°C and 260°C (and higher for specialty compounds). The process enables uniform, rapid, and oxygen-free cross-linking across the full cross-section of the profile.
Unlike hot air vulcanization, where heat transfer is limited by the thermal conductivity of air, molten salt transfers heat rapidly and uniformly from all surfaces simultaneously. The result is a tightly controlled cure state, minimal surface oxidation, and dimensional accuracy that is critical for sealing applications where even fractions of a millimeter matter.
The Salt Bath Vulcanization Process: Step-by-Step
Understanding each stage of the LCM process is essential for engineers optimizing compound formulations, production speed, or seal tolerances.
1. Compounding and Raw Material Preparation
Elastomer selection sets the foundation. EPDM dominates weatherstripping and outdoor sealing applications due to its outstanding ozone and UV resistance. NBR excels in oil-contact environments such as hydraulic and pneumatic seals. FKM (Viton) is the material of choice for high-temperature and aggressive chemical exposure. Crucially, modern LCM systems are fully compatible with peroxide-cured compounds — opening formulation pathways not available with older, hot-air-only lines.
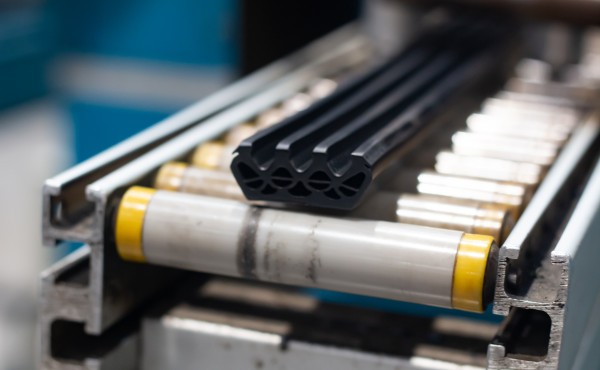
2. Extrusion
Cold-feed vented or vacuum extruders deliver consistent compound output with minimal air entrapment. Multi-extruder setups allow co-extrusion of different durometers or materials in a single pass — enabling complex seal geometries such as dual-hardness automotive door seals in one continuous operation.
3. Surface Pre-Cure
A trickle or spray section exposes the extruded profile to an initial heat pulse before salt bath immersion. This surface pre-cure step establishes dimensional stability, preventing the profile from distorting under its own weight or the hydraulic forces present during immersion.
4. Immersion Curing in the Salt Bath
The core of the LCM process. Profiles are submerged in the molten salt bath, where the high thermal mass and excellent heat transfer coefficient of the salt medium ensures that inner and outer surfaces of the profile reach cure temperature simultaneously. Roller and beater sections may be employed to maintain profile alignment and prevent distortion during curing. Temperature uniformity across the bath length is maintained to within tight tolerances using in-line sensors and precision heating controls.
5. Post-Cure: Salt Removal, Recycling, and Finishing
After exiting the bath, profiles pass through shaking, washing, and blow-off stations to remove residual salt. Modern closed-loop systems capture and recycle salt at high recovery rates, minimizing waste and operating costs. Profiles are then cooled, cut to length, and finished — with options for splicing, punching, or assembly depending on application requirements.
What Salt Bath Vulcanization Delivers for Rubber Seals
The performance advantages of LCM over alternative curing methods are not merely theoretical. They translate directly into measurable improvements across the metrics that matter most for sealing applications.
Dimensional Accuracy and Tolerance Control
One of the most cited advantages of LCM is its ability to maintain extremely tight dimensional tolerances for extruded profiles. Wall thicknesses of 1 mm held to ±0.1 mm are achievable — tolerances that are extremely difficult to maintain with hot air vulcanization, where uneven heat transfer can cause differential expansion and surface skin effects.
Compression Set and Sealing Resilience
For any sealing application, compression set is a primary performance indicator — it measures the degree to which a seal permanently deforms under sustained compression, losing its ability to maintain contact force. The uniform cross-linking achieved through LCM produces a more consistent network density throughout the seal cross-section, resulting in lower compression set values compared to seals with cure gradients. Better compression set means longer service life, better sealing force over time, and reduced risk of leak paths developing.
Surface Quality and Chemical Resistance
Because curing takes place in an inert, oxygen-free environment (the salt bath excludes atmospheric oxygen entirely), there is no surface oxidation of the rubber profile during vulcanization. The result is a clean, smooth surface finish with consistent chemical properties from surface to core — critical for seals exposed to aggressive media such as hydraulic fluids, fuels, KOH-based electrolytes in green hydrogen electrolyzers, or process chemicals in pharmaceutical and food-grade applications.
Long-Term Durability in Demanding Environments
Salt bath vulcanized rubber seals have demonstrated exceptional durability in some of the most demanding real-world applications. Wind turbine foundation seals produced via LCM are engineered and validated for service lives exceeding 35 years — a requirement made possible by the superior material properties and dimensional consistency that uniform curing provides. In aerospace applications, LCM-cured profiles deliver the flexibility and fatigue resistance required for dynamic sealing in extreme temperature ranges.

Salt Bath vs. Alternative Vulcanization Methods
Salt Bath vs. Hot Air Vulcanization (HAV)
Hot air vulcanization remains widely used for its simplicity and lower capital cost, but it carries fundamental limitations for precision seals. Air’s low thermal conductivity means that heat penetrates the profile from the outside in, creating a cure gradient — the surface reaches cure temperature before the core. For thin-wall profiles, this effect is compounded by differential expansion. LCM eliminates this gradient entirely, making it the preferred choice for filigree profiles, thin-wall geometries, and applications where consistent cross-sectional properties are critical.
Salt Bath vs. Microwave and Steam Vulcanization
Microwave vulcanization offers rapid heating but requires electrically conductive compounds to function effectively, limiting its applicability. Steam vulcanization can introduce moisture into the compound, potentially causing porosity in certain formulations. Salt bath vulcanization is compound-agnostic within the range of common elastomers, delivers faster cycle times than steam autoclave processes, and avoids the moisture-related challenges that complicate steam curing for complex seal profiles.
Salt Bath vs. Compression/Injection Molding
Molding processes are excellent for discrete, three-dimensional rubber parts — gaskets, O-rings, and formed seals. For long extruded profiles — door seals, weatherstripping, glazing seals, tube seals — continuous vulcanization processes like LCM are far more economical and practical. The choice between molding and continuous vulcanization is largely determined by part geometry rather than performance requirements.
Material Compatibility and Compound Optimization
Not all rubber compounds behave identically in a salt bath environment. Optimizing for LCM involves selecting elastomers and cross-linking systems that respond well to the rapid, high-temperature cure profile characteristic of the process.
EPDM with peroxide curing systems is ideally suited to LCM — peroxide systems require the higher temperatures and shorter cure windows that the salt bath provides, and produce a thermally stable cross-link network with excellent heat aging properties. Sulfur-cured systems can also be processed via LCM but require careful compound adjustment to avoid reversion at elevated temperatures.
Specialty formulations for regulated applications — FDA-compliant compounds for food contact, low-nitrosamine formulations required by occupational health regulations — are fully compatible with modern LCM lines that incorporate closed-loop salt management and adequate ventilation systems.
Advantages, Limitations, and Sustainability Considerations
Key Advantages
- Rapid, uniform curing with no cure gradient across the profile cross-section
- High throughput for continuous extruded profiles — production speeds are superior to batch autoclave processes
- Excellent surface finish — oxygen-free environment prevents surface oxidation and bloom
- Compatibility with peroxide-cured systems, enabling formulations not achievable with hot air lines
- Profile flotation in the salt bath prevents gravitational distortion during cure
- Energy efficiency in modern closed-loop systems with salt recycling and heat recovery
Limitations and Risk Mitigation
The primary challenges of salt bath vulcanization are capital investment in the LCM line, salt handling and recycling infrastructure, and — for nitrate/nitrite salt systems — potential nitrosamine formation under certain processing conditions. Modern LCM installations address these through closed-loop salt recycling that achieves high recovery rates, robust ventilation and emission controls, and reformulation strategies that minimize nitrosamine precursors. The health and regulatory risks are well-understood and manageable with proper engineering controls.
Applications of Salt Bath Vulcanized Rubber Seals
Automotive Weatherstripping and Door/Window Seals
Automotive applications represent the largest volume market for LCM-cured rubber profiles. Door seals, window run channels, trunk seals, and hood seals demand consistent dimensional tolerances, low compression set over the vehicle’s service life (often 15+ years), and resistance to UV, ozone, and temperature cycling. Salt bath vulcanization is the process of choice for tier-one automotive seal suppliers globally.
Energy: Wind, Hydrogen, and Power-to-X
The energy transition is creating significant demand for seals in new application environments. Wind turbine foundation seals require demonstrated service lives exceeding 35 years in marine-adjacent environments. Green hydrogen electrolyzers use highly concentrated KOH or PEM electrolytes that place severe demands on seal chemical resistance — LCM-cured EPDM and FKM compounds meet these requirements. Power-to-X applications bring additional temperature and pressure requirements that premium vulcanized seals are engineered to handle.
Aerospace and Industrial
Aerospace sealing applications demand the highest performance tolerances and material traceability. The dimensional consistency and mechanical properties achievable through LCM support the fatigue resistance and low-temperature flexibility requirements of aerospace profiles. Industrial hydraulic and pneumatic seals, food processing seals (FDA-compliant), and pharmaceutical equipment seals all benefit from the clean surface finish and consistent cross-link density that salt bath curing provides.
Best Practices, Quality Assurance, and Future Trends
Optimizing salt bath vulcanization for rubber seal production requires disciplined process control across multiple variables. In-line monitoring of bath temperature, salt level, line speed, and extrusion pressure is essential for maintaining consistent cure state and dimensional tolerances. Process parameters should be validated against standardized test methods — ASTM D395 for compression set, ASTM D412 for tensile and elongation, and relevant SAE or ISO standards for application-specific performance.
Seal profile designs should be optimized for continuous vulcanization from the outset. Design guidelines include minimizing abrupt cross-sectional changes that create differential cure rates, specifying wall thicknesses within the LCM sweet spot for the compound in question, and ensuring that co-extruded materials have compatible cure windows.
Looking ahead, the integration of AI-driven process control into LCM lines represents a significant opportunity to further narrow process variation, reduce scrap rates, and enable predictive maintenance. Advanced salt formulations with lower environmental impact, combined with the digitalization of quality data from in-line sensors, will define the next generation of salt bath vulcanization systems.
FAQ
What is salt bath vulcanization used for?
Salt bath vulcanization is used for continuous curing of extruded rubber profiles, primarily for automotive weatherstripping, industrial seals, energy infrastructure seals, and aerospace profiles. It is the preferred method where dimensional precision, uniform cross-linking, and high throughput are required simultaneously.
What temperature is used in salt bath vulcanization?
Salt bath vulcanization typically operates at temperatures between 177°C and 260°C, depending on the elastomer and cross-linking system. Peroxide-cured EPDM compounds commonly require temperatures at the higher end of this range, while sulfur-cured systems may be processed at lower temperatures to avoid reversion.
How does LCM improve rubber seal compression set?
LCM improves rubber seal compression set by achieving uniform cross-link density throughout the full cross-section of the profile. Unlike hot air vulcanization, which creates cure gradients from surface to core, salt bath curing heats all surfaces simultaneously, producing a consistent network that resists permanent deformation under sustained compression.
What elastomers are compatible with salt bath vulcanization?
EPDM, NBR, and FKM are the most commonly processed elastomers in salt bath vulcanization systems. Modern LCM lines support both peroxide and sulfur cross-linking systems, with peroxide-cured EPDM being particularly well-suited to the high-temperature, short-cure-window characteristics of the process.


 2019 Best Custom Rubber Extrusion China Manufacturer
2019 Best Custom Rubber Extrusion China Manufacturer


 High-Quality-Rubber-Extrusions-&-Seals-Supplier-in-China
High-Quality-Rubber-Extrusions-&-Seals-Supplier-in-China How Rubber Extrusion Process - Rubber Cord,Tubing,Coextrusion,Extrusion
How Rubber Extrusion Process - Rubber Cord,Tubing,Coextrusion,Extrusion High Quality Glass Channel Rubber Extrusion Manufacturers in China
High Quality Glass Channel Rubber Extrusion Manufacturers in China Your-Best-EPDM-Rubber-Extrusion-Suppliers-&-Manufacturer-in-China-SEASHORE
Your-Best-EPDM-Rubber-Extrusion-Suppliers-&-Manufacturer-in-China-SEASHORE High-Quality-Square-Sponge-Rubber-Extrusion-Suppliers-in-China-SEASHORE
High-Quality-Square-Sponge-Rubber-Extrusion-Suppliers-in-China-SEASHORE Your-Best-Sponge-Rubber-Extrusion-Suppliers-&-Manufacturer-in-China-SEASHORE
Your-Best-Sponge-Rubber-Extrusion-Suppliers-&-Manufacturer-in-China-SEASHORE How-to-find-the-best-rubber-extrusion-suppliers-&-factory-in-China-SEASHORE-SEAL
How-to-find-the-best-rubber-extrusion-suppliers-&-factory-in-China-SEASHORE-SEAL